Наметилась тенденция уменьшения рентабельности оборотных средств, т.е. снизилась финансовая эффективность работы предприятия.
Изменение рассмотренных показателей свидетельствует об ухудшении эффективности использовании оборотных средств предприятием на протяжении анализируемого периода.
Одним из наиболее перспективных путей повышения эффективности использования оборотных активов является ускорение их оборачиваемости, которое достигается путем сокращения длительности производственного цикла.
В основе определяющих путей сокращения длительности производственного цикла лежит длительность производственного цикла состоит из рабочего периода и времени перерывов (рис. 3.9).
Рабочий период изготовления предмета труда состоит из времени технологических операций, транспортно-складских операций и контрольных операций.
В свою очередь время технологических операций состоит из подготовительно-заключительного времени и штучного времени. Подготовительно-заключительное время затрачивается в начале рабочей смены на подготовку рабочего места, отладку оборудования, приспособлений, установку инструментов и в конце рабочей смены на снятие приспособлений, инструментов и т.п. Это время тратится на партию обрабатываемых в течение смены предметов труда.
Перерывы в рабочее время подразделяются на естественные процессы (сушка, нормализация после термообработки и др. операции, протекающие без участия человека), организационные перерывы (ожидание освобождения рабочего места, задержка поставки комплектующих изделий и т.п.), регламентированные перерывы (перерывы на обед, отдых и т.п.).
Основные пути сокращения длительности производственного цикла представлены на рисунке 3.10.
Сокращение длительности производственного цикла может осуществляться за счет снижения как затрат времени на осуществление рабочего периода, так и времени перерывов.
Основные факторы сокращения длительности производственного цикла рассмотрены на рис.3.11.
Для производственного цикла выпуска элементов аэрирующих трубчатых (занимающих в структуре объема производства и реализации продукции РУП СКТБ «Металлполимер» порядка 3,77% (рис.3.12)) характерны перерывы в работе, связанные с загрузкой материала в оборудование вручную.
Элементы аэрирующие трубчатые с соединительными элементами или без предназначены для мелкопузырчатой аэрации сточных (на объектах биологической очистки) или обеднённых кислородом вод. Конструктивно элементы аэрирующие трубчатые с соединительными элементами или без выполнены в виде цельного волокнисто-пористого трубчатого изделия, изготавливаемого из полипропилена ГОСТ 26996 (каплена, балена). Элементы аэрирующие трубчатые с соединительными элементами или без производятся модернизированным аэродинамическим способом, в соответствии с которым расплав полипропилена, полученный в одношнековом экструдере, подается в фильерную головку, на выходе из которой подхватывается струей нагретого воздуха, образуя газоволокнистый «факел». «Факел» направляется на формообразующую оправку, совершающую вращательное и возвратно-поступательное движения.
Формирование фильтра происходит слоями до требуемого диаметра. Прочная пористая бескаркасная структура фильтров обеспечивается термоскреплением волокон друг с другом в местах контактов за счет аккумулированного в них тепла.
Охарактеризуем существующее оборудование.
Технические характеристики:
производительность по волокну до 8 кг/ч;
диаметр волокон 8-350 мкм;
количество фильер 3 шт.;
плотность получаемого материала или изделия 0,01-0,55 г/см3;
установленная мощность до 20 кВт.
Потребительские свойства:
Оборудование предназначено для изготовления из термопластичных полимерных материалов (полиэтилен, полипропилен, полиамид и др.) волокнисто-пористых материалов (в виде листов) и изделий цилиндрической формы.
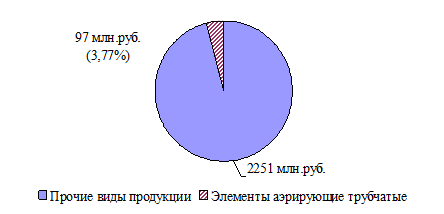
Рис.3.12. Структура объема производства и реализации продукции РУП СКТБ «Металлполимер»
Техпроцесс получения элементов аэрирующих трубчатых включает следующие операции.
Оборудование представляет из себя установку, состоящую из генератора волокон (экструдер, пульт управления), с подведенной к нему воздушной линией и установку напыления с приводом вращения основного вала.
Материал загружается в бункер генератора волокон. Расплавленный полимер из экструдера распыляется струёй воздуха, подаваемой под давлением. Образующиеся волокна полимера в местах соприкосновения сплавляются и образуют нетканое полотно или фильтроэлемент цилиндрического сечения.
Еще статьи
Денежно-кредитная политика государства
Денежно
- кредитная политика представляет собой комплекс взаимосвязанных мероприятий,
предпринимаемых Центральным банком в целях регулирования совокупного спроса
путем планируемого воздействия на состояние кредита и денежного обращения.
Одним
из необходимых условий эффе ...
 Перед кризисом американские банки активно выпускали деривативы, обеспечением которых были имеющиеся у них закладные на жилые дома, которые были куплены клиентами банка на ипотечные кредиты банка.
Перед кризисом американские банки активно выпускали деривативы, обеспечением которых были имеющиеся у них закладные на жилые дома, которые были куплены клиентами банка на ипотечные кредиты банка. Кризис в экономике России носит экзогенный характер, т.е. принесен извне. Основными каналами воздействия являются отток иностранного капитала, падение мировых цен на сырьевые товары.
Кризис в экономике России носит экзогенный характер, т.е. принесен извне. Основными каналами воздействия являются отток иностранного капитала, падение мировых цен на сырьевые товары.  Экономика Европейского союза представляет собой довольно неоднородную структуру, что является крайне важным фактором, который приходится учитывать в разработке программы антикризисного регулирования.
Экономика Европейского союза представляет собой довольно неоднородную структуру, что является крайне важным фактором, который приходится учитывать в разработке программы антикризисного регулирования.